
{kind=link}
Ключевые особенности
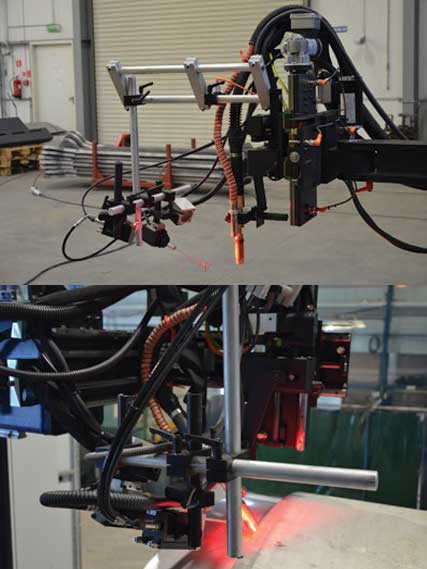
Электромеханическая система отслеживания шва поддерживает правильное положение сварочной горелки относительно сварного паза, установленного в начале. Любые изменения фиксирует наконечник датчика после чего генерирует электрический сигнал, в результате чего происходит активная компенсация положения горелки. Движение по осям суппорта составляет до 200 мм.
- Стандартный диапазон перемещения 200×200 мм.
- Электромеханическая система слежения за стыком с высокоточными линейными направляющими обеспечивают точное и плавное движение 2 осей (вверх-вниз, вправо-влево).
- Компенсация горелки относительно канавки в реальном времени.
- Сведение к минимуму дефектов сварки.
- Поперечный слайд может быть адаптирован к потребности клиента.
- Удобный для пользователя контроль управления.
- Возможность отслеживания только по оси Z (вверх-вниз) для стыковой сварки.
- Возможность интеграции со сварочным осциллятором.
- JTS система идеально подходит для угловой и стыковой сварки резервуаров, а также строительной балки.
JTS может применяться как для кольцевой, так и для продольной сварки, благодаря шарнирному типу соединения.
Продольная сварка резервуаров и балок

Кольцевая сварка резервуаров
JTS может быть дополнен осциллятором и визуальной системой
Основные компоненты для JTS
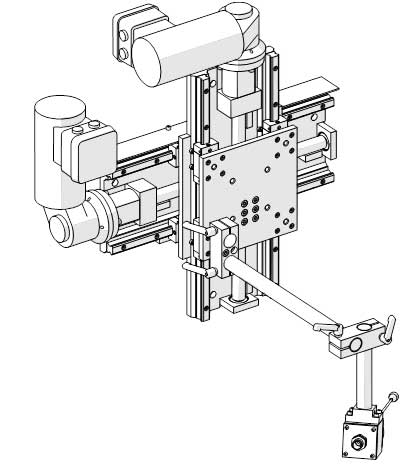
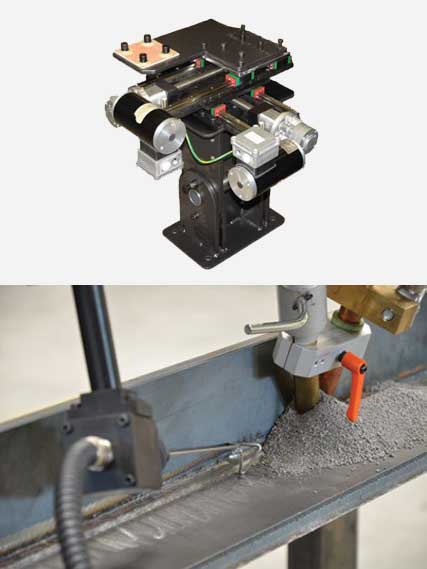
Система слежения за сварным швом
Подвесной пульт
Шкаф управления
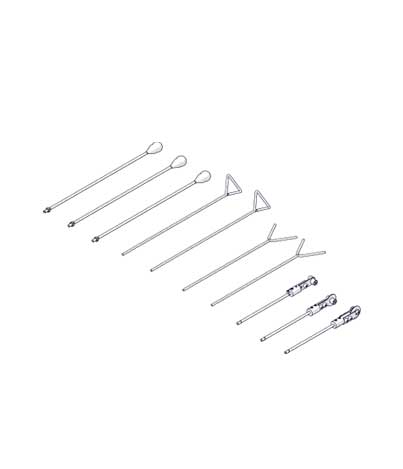
Комплект датчиков слежения